

ホーム > 野菜 > 野菜の情報 > 生産の機械化・省力化と輸出先の多角化が進む台湾のえだまめ
海外情報 野菜情報 2025年10月号
生産の機械化・省力化と輸出先の多角化が進む台湾のえだまめ
調査情報部 平山 宗幸、福寿 悠星

【要約】
日本は国内のえだまめ需要の約半分を輸入冷凍えだまめで賄っており、そのうち約4割を台湾産が占めている。台湾にとっても日本は冷凍えだまめ輸出量の約7割を占める重要な輸出先であり、徹底した栽培管理と加工工場での品質管理の下、高品質なえだまめが生産されているが、近年は、原料えだまめの作付面積の確保や生産コストの上昇などが課題となっている。
1 はじめに
(1)日本のえだまめ生産、流通および消費
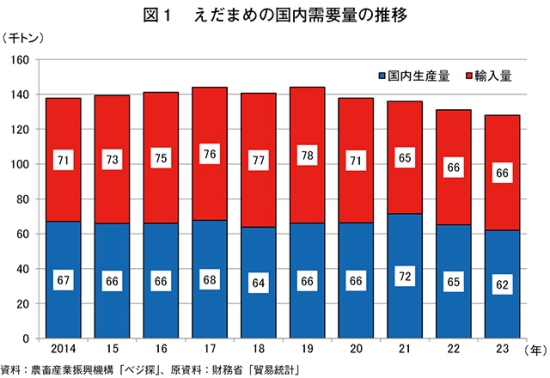
えだまめは、飲食店などで提供されるゆでまめを中心に、練りものやかき揚げといった和食メニューのほか、和菓子にも使用されるなど、日本の食生活、食文化に欠かせない野菜の一つとなっている。このため、えだまめには年間を通して一定の需要があり、国内の需要量(国内生産量、生鮮および冷凍輸入量の合計)は13万トン前後で推移している(図1)。加えて、近年の健康志向の高まりや筋肉トレーニングブームなどを背景に、えだまめは植物性高たんぱく食品としても注目されており、今後も安定した需要が見込まれる。
このように日本の食生活に欠かせないえだまめは全国各地で生産され、コメの転作作物として作付されてきた大豆と栽培管理が近似していることから(えだまめは大豆の未成熟子実)、これまで野菜生産が少なかった水田農業地域でも高収益転作作物として導入が進んでいる。
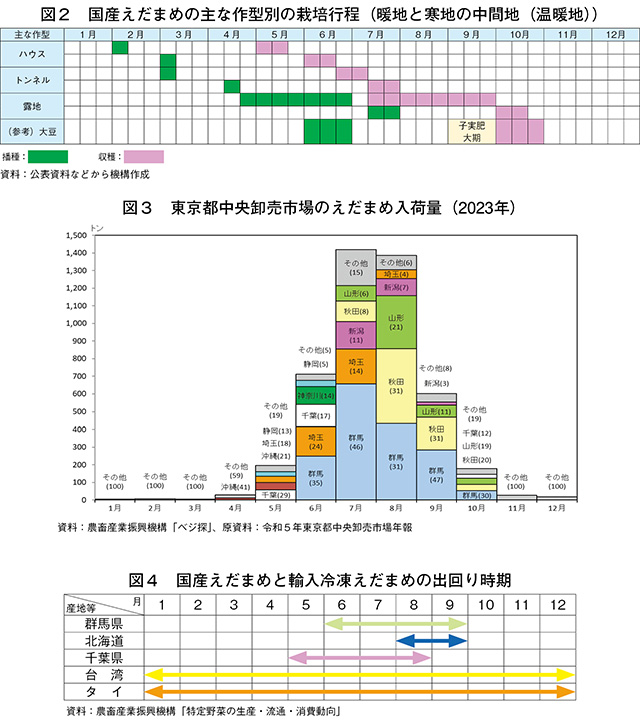
国産えだまめの作型は主に3作型(ハウス、トンネル、露地)に大別されるが、えだまめは低温に弱い作物であることから、いずれの作型も市場出荷は初夏から秋の限られた期間になる(図2)。
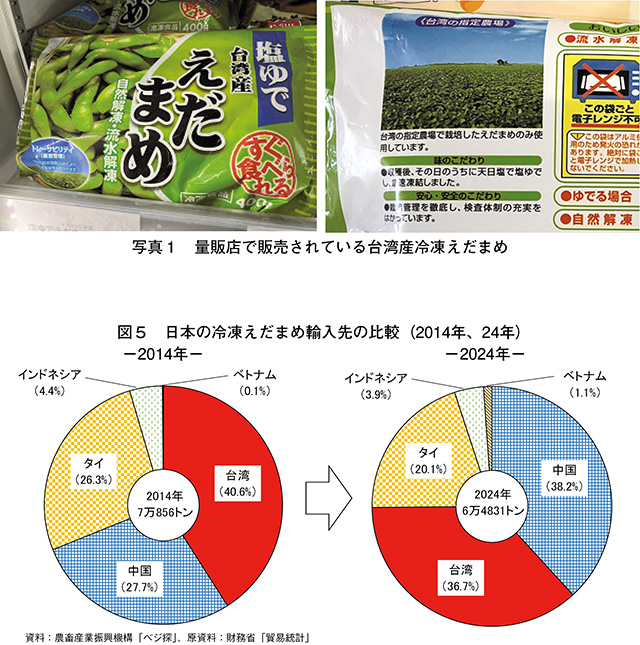
例えば、東京都中央卸売市場では、主に群馬県、埼玉県、秋田県などから5~10月を中心に市場出荷されており、これ以外の期間は冷凍えだまめが流通の主体となっている(図3、4)。
(2)国内消費にとって重要な輸入冷凍えだまめ
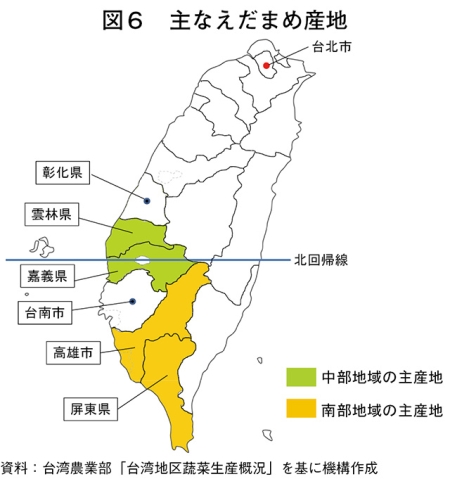
国産生鮮品の流通時期が限られているため、輸入冷凍えだまめは加工・業務用だけではなく、家庭向けにも多く流通するなど、国内のえだまめ市場で欠かせないものとなっている(写真1)。
冷凍えだまめの輸入量は、2019年に約7万8000トンに達したが、20年以降は新型コロナウイルス感染症(COVID-19)拡大の影響による外食需要の減退などから減少に転じ、近年は6万5000トン前後で推移している(図1)。
主な輸入先は台湾、中国、タイおよびインドネシアであり、14年と24年を比較すると、中国産の割合が拡大し、台湾産がやや低下しているが、ともに4割程度を占める主要輸入先となっている(図5)。
本稿では、日本向け冷凍えだまめの生産が盛んな台湾におけるえだまめの生産、消費および輸出の現状と課題などについて、現地調査を基に報告する。
なお、本稿中の為替レートは、1台湾ドル=4.86円(三菱UFJリサーチ&コンサルティング株式会社「現地参考為替相場」の2025年8月TTS相場の平均値から換算)および1米ドル=147.92円(同「月末・月中平均の為替相場」の25年8月末TTS相場)を使用した。
えだまめは、飲食店などで提供されるゆでまめを中心に、練りものやかき揚げといった和食メニューのほか、和菓子にも使用されるなど、日本の食生活、食文化に欠かせない野菜の一つとなっている。このため、えだまめには年間を通して一定の需要があり、国内の需要量(国内生産量、生鮮および冷凍輸入量の合計)は13万トン前後で推移している(図1)。加えて、近年の健康志向の高まりや筋肉トレーニングブームなどを背景に、えだまめは植物性高たんぱく食品としても注目されており、今後も安定した需要が見込まれる。
このように日本の食生活に欠かせないえだまめは全国各地で生産され、コメの転作作物として作付されてきた大豆と栽培管理が近似していることから(えだまめは大豆の未成熟子実)、これまで野菜生産が少なかった水田農業地域でも高収益転作作物として導入が進んでいる。
国産えだまめの作型は主に3作型(ハウス、トンネル、露地)に大別されるが、えだまめは低温に弱い作物であることから、いずれの作型も市場出荷は初夏から秋の限られた期間になる(図2)。
例えば、東京都中央卸売市場では、主に群馬県、埼玉県、秋田県などから5~10月を中心に市場出荷されており、これ以外の期間は冷凍えだまめが流通の主体となっている(図3、4)。
(2)国内消費にとって重要な輸入冷凍えだまめ
国産生鮮品の流通時期が限られているため、輸入冷凍えだまめは加工・業務用だけではなく、家庭向けにも多く流通するなど、国内のえだまめ市場で欠かせないものとなっている(写真1)。
冷凍えだまめの輸入量は、2019年に約7万8000トンに達したが、20年以降は新型コロナウイルス感染症(COVID-19)拡大の影響による外食需要の減退などから減少に転じ、近年は6万5000トン前後で推移している(図1)。
主な輸入先は台湾、中国、タイおよびインドネシアであり、14年と24年を比較すると、中国産の割合が拡大し、台湾産がやや低下しているが、ともに4割程度を占める主要輸入先となっている(図5)。
本稿では、日本向け冷凍えだまめの生産が盛んな台湾におけるえだまめの生産、消費および輸出の現状と課題などについて、現地調査を基に報告する。
なお、本稿中の為替レートは、1台湾ドル=4.86円(三菱UFJリサーチ&コンサルティング株式会社「現地参考為替相場」の2025年8月TTS相場の平均値から換算)および1米ドル=147.92円(同「月末・月中平均の為替相場」の25年8月末TTS相場)を使用した。
2 台湾のえだまめ生産動向
(1)概況と産地
台湾は、日本の九州よりもやや小さい台湾島と、その周辺の島しょ部からなり、台湾島中心のやや南方に北回帰線が通り、同線以北が亜熱帯性気候、同線以南が熱帯性気候となっている。えだまめは、主に中部の雲林県、嘉義県、南部の屏東県、高雄市など台湾でも特に温暖な地域で生産されている(図6)。
(2)コメの生産調整と野菜などへの転作促進
台湾の農業は、日本と同様、コメ生産を中心とした小規模経営が主体となっており、産地農会(農協)経由での出荷が多い。
食生活も経済成長を背景に食の多様化が進展し、1970年代後半からコメの消費量が減少してきたため、84年から休耕とトウモロコシなどの飼料用作物への転作による生産調整が始まった。生産調整は、補助金(休耕奨励金、転作奨励金)の交付を通じて進められてきたが、休耕面積は増加したものの、転作作物の生産に取り組む者は多くはなかった。
このため、2008年から転作作物の生産に取り組む者への補助金単価を引き上げつつ休耕への補助金を削減し、さらに13年には、これまでの飼料用作物に加え、さとうきび、小麦、えだまめ、レタス、にんじんなどに対しても補助金の対象とすることで、水田転作を進めてきた。
(3)えだまめ生産の始まりと品種開発
台湾のえだまめ生産は、日本が国産品だけでは供給不足になっていたことを受け、1969年に日本産品種の試作を開始したことに始まり、71年に60トンの冷凍えだまめの対日輸出を行った。
当時は、台湾での作付け品種が日本産品種であったことから、台湾の気象条件などに適した台湾独自の品種開発が望まれ、83年に日本の農林水産省に当たる農業部(2023年7月末までは行政院農業(発展)委員会)の高雄区農業改良場(以下「農業改良場」という)が台湾初の独自品種である「高雄1号」を育成した。その後も気象条件の適応性があり、生産性、ゆであがりと食味に優れた品種開発を行い、22年までに最新品種である「高雄13号」を含む13品種が開発されている。
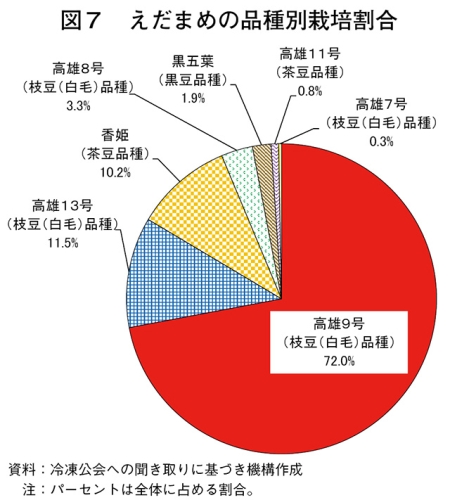
台湾区冷凍蔬果工業同業公会(以下「冷凍公会」という)(注1)によれば、現在も栽培の主流は06年に育成された「高雄9号」であり、栽培面積の約7割を占めているとされる(図7)。
(注1)主に冷凍野菜の改良、冷凍加工企業間の情報交換および交流、日本の輸入冷凍野菜品質安全協議会との橋渡しなどを目的に1974年に設立された組織。2025年4月現在、日本向けの冷凍野菜を製造・加工している冷凍加工企業9社が加盟。
(4)栽培工程と生産動向
台湾のえだまめ生産は、温暖な気候条件を生かした露地栽培であり、1月上旬~3月中旬に播種し、4月上旬~6月上旬に収穫する春作型と、9月中旬~10月中旬に播種し、11月上旬~12月下旬に収穫する秋作型の二期作が主流となっている(図8)。
未成熟大豆であるえだまめは、大豆と同様、連作による土壌病害や地力窒素(注2)不足による収量低下のリスクが高まるため、春作型終了後、マメ科の緑肥やトウモロコシを栽培して地力を回復させ、秋作型の作付けを行っている。
(注2)土壌中で有機物により分解された無機質窒素であり、えだまめを含む大豆は着莢(ちゃっきょう)後に子実を肥大させる際、これを大量に消費するため、えだまめを含む大豆作付け後の圃場(ほじょう)では地力窒素が不足する。

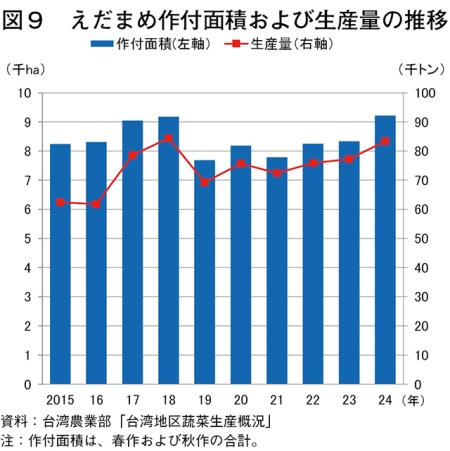
日本向け輸出を開始した1971年に100ヘクタールであった作付面積は、コメからの転作促進、台湾独自品種の育成に加え、輸出の拡大とともに増加し、2024年には9221ヘクタールとなっている(図9)。生産量も増加傾向で推移し、24年は8万3431トンとなっている。
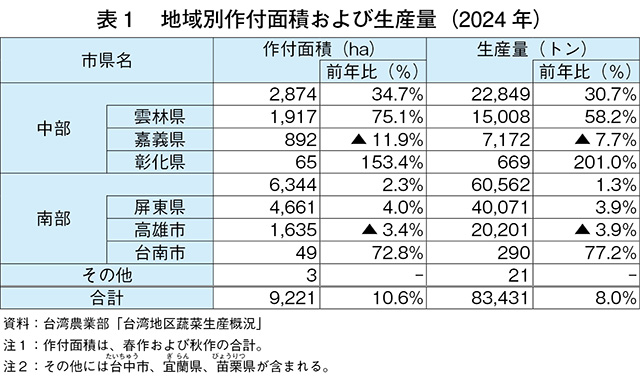
地域別に見ると、南部が作付面積および生産量ともに全体の約7割を占めており、特に最南部の屏東県が突出して多い(表1)。屏東県には、台湾唯一のえだまめ育種機関である農業改良場があるなど、えだまめ生産の中心地となっている。
また、南部での生産が盛んな理由として、日本の経済産業省に相当する台湾経済部所管の企業である台湾糖業公司(以下「台糖」という)が、以前にさとうきび生産に利用していた土地をえだまめ生産の専門地域として冷凍加工企業に貸し出しており、1区画当たりの圃場面積が中部よりも大きいことが挙げられる。
台湾は、日本の九州よりもやや小さい台湾島と、その周辺の島しょ部からなり、台湾島中心のやや南方に北回帰線が通り、同線以北が亜熱帯性気候、同線以南が熱帯性気候となっている。えだまめは、主に中部の雲林県、嘉義県、南部の屏東県、高雄市など台湾でも特に温暖な地域で生産されている(図6)。
(2)コメの生産調整と野菜などへの転作促進
台湾の農業は、日本と同様、コメ生産を中心とした小規模経営が主体となっており、産地農会(農協)経由での出荷が多い。
食生活も経済成長を背景に食の多様化が進展し、1970年代後半からコメの消費量が減少してきたため、84年から休耕とトウモロコシなどの飼料用作物への転作による生産調整が始まった。生産調整は、補助金(休耕奨励金、転作奨励金)の交付を通じて進められてきたが、休耕面積は増加したものの、転作作物の生産に取り組む者は多くはなかった。
このため、2008年から転作作物の生産に取り組む者への補助金単価を引き上げつつ休耕への補助金を削減し、さらに13年には、これまでの飼料用作物に加え、さとうきび、小麦、えだまめ、レタス、にんじんなどに対しても補助金の対象とすることで、水田転作を進めてきた。
(3)えだまめ生産の始まりと品種開発
台湾のえだまめ生産は、日本が国産品だけでは供給不足になっていたことを受け、1969年に日本産品種の試作を開始したことに始まり、71年に60トンの冷凍えだまめの対日輸出を行った。
当時は、台湾での作付け品種が日本産品種であったことから、台湾の気象条件などに適した台湾独自の品種開発が望まれ、83年に日本の農林水産省に当たる農業部(2023年7月末までは行政院農業(発展)委員会)の高雄区農業改良場(以下「農業改良場」という)が台湾初の独自品種である「高雄1号」を育成した。その後も気象条件の適応性があり、生産性、ゆであがりと食味に優れた品種開発を行い、22年までに最新品種である「高雄13号」を含む13品種が開発されている。
台湾区冷凍蔬果工業同業公会(以下「冷凍公会」という)(注1)によれば、現在も栽培の主流は06年に育成された「高雄9号」であり、栽培面積の約7割を占めているとされる(図7)。
(注1)主に冷凍野菜の改良、冷凍加工企業間の情報交換および交流、日本の輸入冷凍野菜品質安全協議会との橋渡しなどを目的に1974年に設立された組織。2025年4月現在、日本向けの冷凍野菜を製造・加工している冷凍加工企業9社が加盟。
(4)栽培工程と生産動向
台湾のえだまめ生産は、温暖な気候条件を生かした露地栽培であり、1月上旬~3月中旬に播種し、4月上旬~6月上旬に収穫する春作型と、9月中旬~10月中旬に播種し、11月上旬~12月下旬に収穫する秋作型の二期作が主流となっている(図8)。
未成熟大豆であるえだまめは、大豆と同様、連作による土壌病害や地力窒素(注2)不足による収量低下のリスクが高まるため、春作型終了後、マメ科の緑肥やトウモロコシを栽培して地力を回復させ、秋作型の作付けを行っている。
(注2)土壌中で有機物により分解された無機質窒素であり、えだまめを含む大豆は着莢(ちゃっきょう)後に子実を肥大させる際、これを大量に消費するため、えだまめを含む大豆作付け後の圃場(ほじょう)では地力窒素が不足する。
日本向け輸出を開始した1971年に100ヘクタールであった作付面積は、コメからの転作促進、台湾独自品種の育成に加え、輸出の拡大とともに増加し、2024年には9221ヘクタールとなっている(図9)。生産量も増加傾向で推移し、24年は8万3431トンとなっている。
地域別に見ると、南部が作付面積および生産量ともに全体の約7割を占めており、特に最南部の屏東県が突出して多い(表1)。屏東県には、台湾唯一のえだまめ育種機関である農業改良場があるなど、えだまめ生産の中心地となっている。
また、南部での生産が盛んな理由として、日本の経済産業省に相当する台湾経済部所管の企業である台湾糖業公司(以下「台糖」という)が、以前にさとうきび生産に利用していた土地をえだまめ生産の専門地域として冷凍加工企業に貸し出しており、1区画当たりの圃場面積が中部よりも大きいことが挙げられる。
コラム1 えだまめ先生に聞く
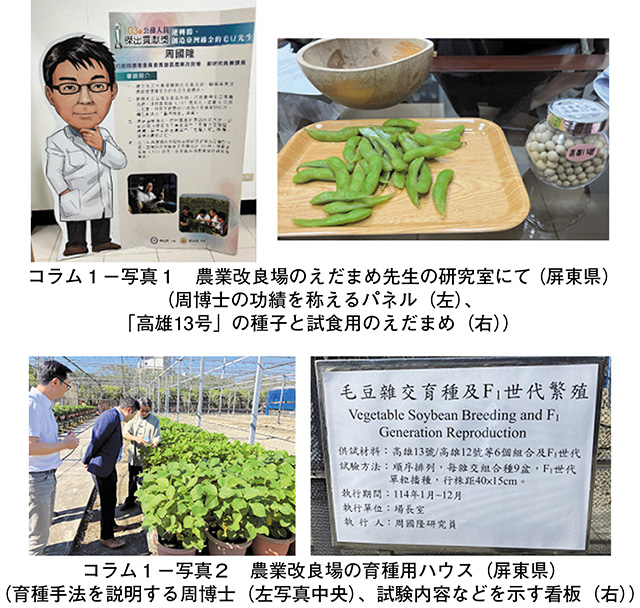
「えだまめ先生」こと台湾えだまめ品種改良の第一人者である農業改良場の周國隆博士によれば、「高雄13号」は、現在も主流の「高雄9号」と比較して種子の重量が重いため収量が多く、冷凍した際のさやの大きさと色の濃さが優れているとされる(コラム1-写真1)。このため、「高雄13号」の栽培面積は徐々に拡大しているが、栽培経験が豊富で安心して栽培できることなどから、今も「高雄9号」を選ぶ生産者が多いという。
また、農業改良場では、生産者への技術指導を行うとともに、栽培品種に関する要望を受けており、最近は、耐寒性品種の開発を求められているという。「高雄13号」も比較的低温に強い品種であるが、さらに耐寒性を有する品種の開発に取り組みたいとしていた(コラム1-写真2)。
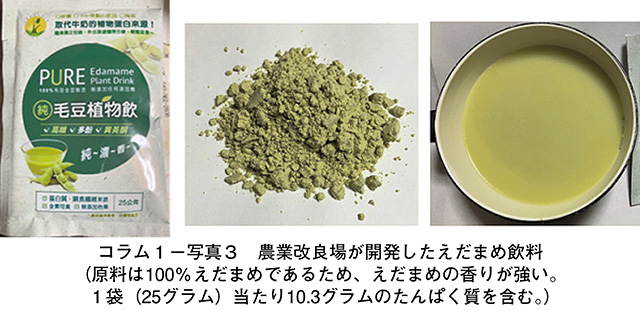
農業改良場では、えだまめを使った商品開発にも取り組んでいる。台湾内での原料自給を図りつつ、消費者の健康志向に応え、国際市場における台湾のえだまめ製品の競争力を高めることを目的に、民間企業と協力して高機能性飲料を開発した(コラム1-写真3)。えだまめ全粒をフリーズドライ(凍結真空乾燥)し、粉末状にしたもので、水や牛乳などで溶かして飲むことでたんぱく質や食物繊維を摂取できる。現在、台湾のコンビニなどでも販売されている。
また、農業改良場では、生産者への技術指導を行うとともに、栽培品種に関する要望を受けており、最近は、耐寒性品種の開発を求められているという。「高雄13号」も比較的低温に強い品種であるが、さらに耐寒性を有する品種の開発に取り組みたいとしていた(コラム1-写真2)。
農業改良場では、えだまめを使った商品開発にも取り組んでいる。台湾内での原料自給を図りつつ、消費者の健康志向に応え、国際市場における台湾のえだまめ製品の競争力を高めることを目的に、民間企業と協力して高機能性飲料を開発した(コラム1-写真3)。えだまめ全粒をフリーズドライ(凍結真空乾燥)し、粉末状にしたもので、水や牛乳などで溶かして飲むことでたんぱく質や食物繊維を摂取できる。現在、台湾のコンビニなどでも販売されている。
3 冷凍加工向け原料えだまめの生産
(1)原料えだまめ契約制度の創設
台湾のえだまめ生産は、冷凍加工品の日本向け輸出により規模を拡大してきた。良質で定量的な冷凍えだまめ原料の生産と実需者による調達を促すため、1982年に経済部が「輸出用冷凍えだまめ原料の受託生産および販売に関する実施弁法」を施行し、翌83年には、農業部が同弁法に関連した「輸出用冷凍えだまめの面積および数量の審査要件」の策定に参画した。
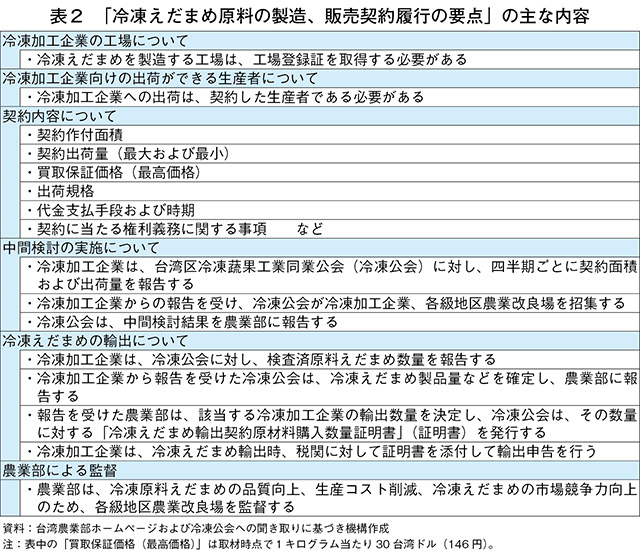
その後、93年にえだまめの契約関連規定が経済部から農業部に移管され、農業部が同弁法を基に「冷凍えだまめ原料の製造、販売契約履行の要点」(以下「履行の要点」という)を策定し、現在に至っている(表2)。
履行の要点では、冷凍公会が、主に生産、出荷、輸出の各段階における加盟企業と農業部との間の連絡調整などを担うとされるなど、重要な役割を果たしている。また、原料えだまめの生産、冷凍えだまめの輸出などに農業部の関与が明記されていることなどからも、行政主導で高い国際競争力を維持した冷凍えだまめ輸出に取り組んでいることがうかがえる。
(2)冷凍加工向け原料えだまめ生産の事例
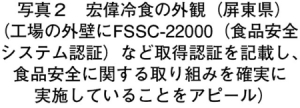
冷凍加工向け原料えだまめの生産状況を調査するため、屏東県にある冷凍加工企業である宏偉冷凍食品股分有限公司(以下「宏偉冷食」という)を訪問した(写真2)。同社は2002年に設立され、えだまめ、ほうれんそうのほか、マンゴーなど果物の冷凍食品を年間平均5000~6000トン製造し、販売している。冷凍えだまめの輸出先は日本向けが7割を占め、その他に米国、豪州、東南アジアなどにも輸出している。
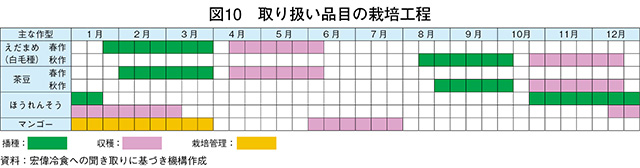
同社が取り扱う品目の栽培工程は図10の通りであり、特に手作業の多いほうれんそうの収穫期などには、増員して業務に当たる。

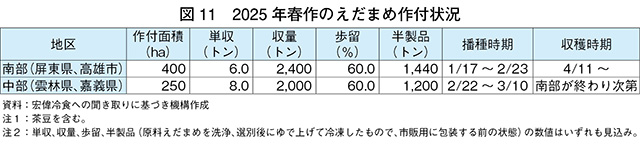
2025年春作のえだまめ作付状況は図11の通りである。同社は、日本などの輸出先顧客の販売計画数量に基づき作付面積を決めており、栽培管理者である契約生産者との間で、原料えだまめの生産品種、作付面積、出荷量などについて協議し、書面で契約を締結する。春作型の栽培状況などにより、年間で販売計画数量を満たせない見込みとなった場合などには、秋作型で作付面積を増やして契約するなどして、数量確保に努めている。えだまめ生産に必要な種子は、必要に応じて農業改良場から同社を通じて契約生産者に提供する。主要品種である「高雄9号」については、自社で採種して契約生産者に提供している。
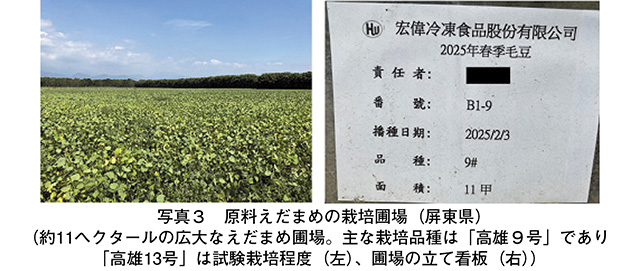
同社では、冷凍えだまめの製造だけではなく、圃場を含めたえだまめ生産全体を管理している。特に、残留農薬が検出された場合は出荷ができなくなるため、輸出先顧客から得た最新の農薬使用基準に基づき、契約生産者への登録農薬の供給と防除指導など、厳格な管理を行っている。また、栽培期間中は、同社のフィールドマン(営農指導担当者)が圃場を巡回指導するとともに、収穫前の残留農薬検査を実施し、同検査に合格した圃場にのみ出荷の許可を与えている(写真3)。
えだまめの生産は、施肥から収穫までの機械化一貫体系を構築している。収穫にはフランス製のハーベスタを使用しており、収穫適期に24時間体制で一気に収穫する(写真4)。12~13トンを積載できるトラック1台にえだまめを満載するための収穫時間は2時間程度である。
ハーベスタでは、えだまめのさや部分だけを選別してハーベスタ後部の荷台に回収し、茎や葉は圃場廃棄され、後日、すき込まれる(写真5)。

えだまめは鮮度劣化が早いことから、南部では、収穫から工場での冷凍加工まで4時間以内に完了することを目安に作業に当たる。一方、中部では、圃場から工場まで距離があることからその移動で南部より3~4時間も多く要するという。なお、収穫期には工場も24時間稼働している。
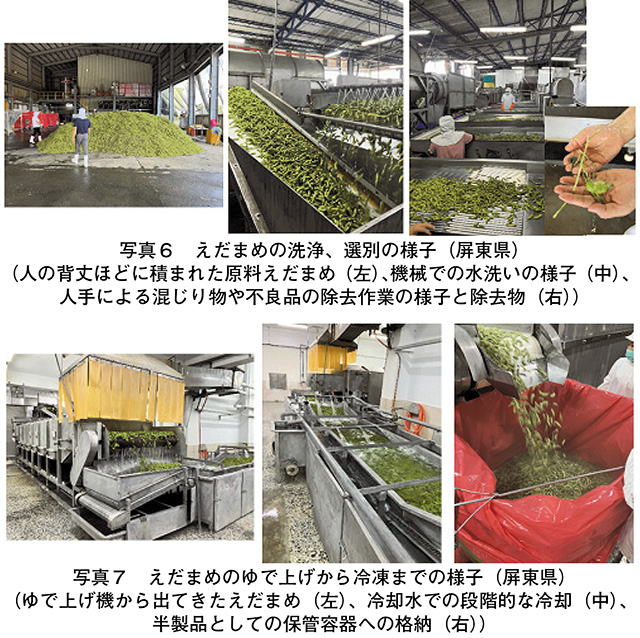
工場に搬入した原料えだまめは、機械による洗浄と人手による異物(茎、葉など)や規格外品(傷物、さやの割れ、変色、種子の欠損など)の除去作業を数回繰り返し、選別する(写真6)。
原料えだまめの洗浄、選別後、速やかに98度プラスマイナス2度の塩水で2分30秒ゆで上げ、さやが開かないように水温40度、35度、25度、15度の冷却水で段階的に冷却する。その後、再度人手による不良品の除去などを行った上で冷凍し、半製品として大型の保管容器に入れ、冷凍保管する(写真7)。これらの工程で発生した異物や不良品は、牛の飼料などに利用されている。
同社では、製品検査として、半製品と最終製品に対して残留農薬検査と微生物検査を行っている。半製品は外部の検査機関に検査を依頼し、検査に合格すれば輸出先顧客の販売計画数量に沿って包装を行うことができる。大型の保管容器に入った半製品をベルトコンベアに流し、色彩選別機を通して色や形などから規格外品を精密に除去した上で包装し、異物や金属片の混入検査を行った上で梱包後、冷凍保管する(写真8)。最終製品の自主検査合格後、出荷される。色彩選別機で除去された規格外品は冷凍保管し、繁忙期ではない3月や7~8月頃にむきまめ原料として利用される。

同社では、トレースバックシステム(TBS)を導入し、えだまめ原料~冷凍半製品~製品まで同一のTBSコードによるトレーサビリティを確立している。TBSコードは、「生産日+月+入車番号+商品番号+圃場番号」で構成され、製品に使用したえだまめ原料の生産圃場まで追跡できる。また、工場で保管している種子・農薬・肥料の使用状況に関する管理表、生産管理、品質管理記録などもTBSコードで管理され、栽培管理から加工まで追跡できる。
台湾のえだまめ生産は、冷凍加工品の日本向け輸出により規模を拡大してきた。良質で定量的な冷凍えだまめ原料の生産と実需者による調達を促すため、1982年に経済部が「輸出用冷凍えだまめ原料の受託生産および販売に関する実施弁法」を施行し、翌83年には、農業部が同弁法に関連した「輸出用冷凍えだまめの面積および数量の審査要件」の策定に参画した。
その後、93年にえだまめの契約関連規定が経済部から農業部に移管され、農業部が同弁法を基に「冷凍えだまめ原料の製造、販売契約履行の要点」(以下「履行の要点」という)を策定し、現在に至っている(表2)。
履行の要点では、冷凍公会が、主に生産、出荷、輸出の各段階における加盟企業と農業部との間の連絡調整などを担うとされるなど、重要な役割を果たしている。また、原料えだまめの生産、冷凍えだまめの輸出などに農業部の関与が明記されていることなどからも、行政主導で高い国際競争力を維持した冷凍えだまめ輸出に取り組んでいることがうかがえる。
(2)冷凍加工向け原料えだまめ生産の事例
冷凍加工向け原料えだまめの生産状況を調査するため、屏東県にある冷凍加工企業である宏偉冷凍食品股分有限公司(以下「宏偉冷食」という)を訪問した(写真2)。同社は2002年に設立され、えだまめ、ほうれんそうのほか、マンゴーなど果物の冷凍食品を年間平均5000~6000トン製造し、販売している。冷凍えだまめの輸出先は日本向けが7割を占め、その他に米国、豪州、東南アジアなどにも輸出している。
同社が取り扱う品目の栽培工程は図10の通りであり、特に手作業の多いほうれんそうの収穫期などには、増員して業務に当たる。
2025年春作のえだまめ作付状況は図11の通りである。同社は、日本などの輸出先顧客の販売計画数量に基づき作付面積を決めており、栽培管理者である契約生産者との間で、原料えだまめの生産品種、作付面積、出荷量などについて協議し、書面で契約を締結する。春作型の栽培状況などにより、年間で販売計画数量を満たせない見込みとなった場合などには、秋作型で作付面積を増やして契約するなどして、数量確保に努めている。えだまめ生産に必要な種子は、必要に応じて農業改良場から同社を通じて契約生産者に提供する。主要品種である「高雄9号」については、自社で採種して契約生産者に提供している。
同社では、冷凍えだまめの製造だけではなく、圃場を含めたえだまめ生産全体を管理している。特に、残留農薬が検出された場合は出荷ができなくなるため、輸出先顧客から得た最新の農薬使用基準に基づき、契約生産者への登録農薬の供給と防除指導など、厳格な管理を行っている。また、栽培期間中は、同社のフィールドマン(営農指導担当者)が圃場を巡回指導するとともに、収穫前の残留農薬検査を実施し、同検査に合格した圃場にのみ出荷の許可を与えている(写真3)。
えだまめの生産は、施肥から収穫までの機械化一貫体系を構築している。収穫にはフランス製のハーベスタを使用しており、収穫適期に24時間体制で一気に収穫する(写真4)。12~13トンを積載できるトラック1台にえだまめを満載するための収穫時間は2時間程度である。
ハーベスタでは、えだまめのさや部分だけを選別してハーベスタ後部の荷台に回収し、茎や葉は圃場廃棄され、後日、すき込まれる(写真5)。
えだまめは鮮度劣化が早いことから、南部では、収穫から工場での冷凍加工まで4時間以内に完了することを目安に作業に当たる。一方、中部では、圃場から工場まで距離があることからその移動で南部より3~4時間も多く要するという。なお、収穫期には工場も24時間稼働している。
工場に搬入した原料えだまめは、機械による洗浄と人手による異物(茎、葉など)や規格外品(傷物、さやの割れ、変色、種子の欠損など)の除去作業を数回繰り返し、選別する(写真6)。
原料えだまめの洗浄、選別後、速やかに98度プラスマイナス2度の塩水で2分30秒ゆで上げ、さやが開かないように水温40度、35度、25度、15度の冷却水で段階的に冷却する。その後、再度人手による不良品の除去などを行った上で冷凍し、半製品として大型の保管容器に入れ、冷凍保管する(写真7)。これらの工程で発生した異物や不良品は、牛の飼料などに利用されている。
同社では、製品検査として、半製品と最終製品に対して残留農薬検査と微生物検査を行っている。半製品は外部の検査機関に検査を依頼し、検査に合格すれば輸出先顧客の販売計画数量に沿って包装を行うことができる。大型の保管容器に入った半製品をベルトコンベアに流し、色彩選別機を通して色や形などから規格外品を精密に除去した上で包装し、異物や金属片の混入検査を行った上で梱包後、冷凍保管する(写真8)。最終製品の自主検査合格後、出荷される。色彩選別機で除去された規格外品は冷凍保管し、繁忙期ではない3月や7~8月頃にむきまめ原料として利用される。
同社では、トレースバックシステム(TBS)を導入し、えだまめ原料~冷凍半製品~製品まで同一のTBSコードによるトレーサビリティを確立している。TBSコードは、「生産日+月+入車番号+商品番号+圃場番号」で構成され、製品に使用したえだまめ原料の生産圃場まで追跡できる。また、工場で保管している種子・農薬・肥料の使用状況に関する管理表、生産管理、品質管理記録などもTBSコードで管理され、栽培管理から加工まで追跡できる。
4 冷凍えだまめ生産の課題
冷凍公会および宏偉冷食への聞き取りでは、冷凍えだまめ生産の課題として、以下が挙げられた。
(1)原料えだまめの数量確保
ア 天候の影響
2024年の秋作では、収穫期の11月に台風により収穫作業が遅れ、翌1月まで収穫がずれ込み、欠品も発生した。単収は平年の1ヘクタール当たり6~7トンから同5~6トンに減少し、歩留まりも通常60%のものが50%を切ってしまった。台風被害の軽減策は、台風を避けるため播種期を数日後ろ倒しにする程度しかない。
また、25年の春作型では、寒波により生育が鈍化したことで平年よりも草丈が低く、1株当たりのさや数も4分の1程度に減少し、豆粒も小さくなった。収穫も遅れ、通常、播種後75日前後で収穫可能となるが、この時は85日ほど要した圃場もあった。
イ 競合作物による影響
えだまめの競合作物としてトウモロコシがある。トウモロコシは、転作の補助金単価が1ヘクタール当たり6万台湾ドル(29万1600円)と、えだまめの同4万台湾ドル(19万4400円)を上回り、加えてえだまめよりも管理の手間が少ない(注3)。また、中部では、えだまめだけではなく、にんにく、ばれいしょ、コメなどの品目から、価格の高くなりそうなものを生産者が選択して作付けする傾向があるため、えだまめの作付面積の確保に苦慮している。
(注3)雲林県などの地方政府も、トウモロコシおよびえだまめ1ヘクタール当たり1万台湾ドル(4万8600円)を転作補助金にそれぞれ上乗せして補助している。
(2)生産コストの上昇
台糖が冷凍加工企業に貸し出す土地の賃貸借契約は、1~2年に1回入札が行われ、契約単価の改定は5年ごとに行われている。現在、土地の契約単価は1ヘクタール当たり5万5000台湾ドル(26万7300円)であるが、5年ごとの価格改定時には、通常6~10%の値上げが行われる。
また、台湾でもエネルギー価格や資材費が高騰し、人件費も毎年上昇しているため、冷凍えだまめの生産コストは上昇している。このため、製品価格を引き上げたいが、輸出先の日本では円安により価格転嫁が難しい状況が続いている。なお、冷凍公会は行政に対して、日本が冷凍えだまめの輸入に課している関税6%の撤廃に向けた交渉を行うよう要望している。
(3)労働力不足と外国人労働者
台湾でも少子高齢化が進み、労働人口の減少が危惧される中、冷凍加工企業では労働者不足対策としてベトナムやインドネシアなどからの外国人労働者の受け入れを行っている。外国人労働者の雇用に当たっては、法令に基づき台湾人労働者の雇用を優先し、台湾人で雇用が満たせなかった場合に限り、従業員の20~25%を上限に外国人労働者を雇用することができる。
また、外国人労働者の人件費も上昇していることから、1)圃場にGPS搭載の無人ハーベスタ導入などによる収穫作業の省力化、2)冷凍加工場でのえだまめ選別の機械化―など、さらなる省力化も検討している。
(1)原料えだまめの数量確保
ア 天候の影響
2024年の秋作では、収穫期の11月に台風により収穫作業が遅れ、翌1月まで収穫がずれ込み、欠品も発生した。単収は平年の1ヘクタール当たり6~7トンから同5~6トンに減少し、歩留まりも通常60%のものが50%を切ってしまった。台風被害の軽減策は、台風を避けるため播種期を数日後ろ倒しにする程度しかない。
また、25年の春作型では、寒波により生育が鈍化したことで平年よりも草丈が低く、1株当たりのさや数も4分の1程度に減少し、豆粒も小さくなった。収穫も遅れ、通常、播種後75日前後で収穫可能となるが、この時は85日ほど要した圃場もあった。
イ 競合作物による影響
えだまめの競合作物としてトウモロコシがある。トウモロコシは、転作の補助金単価が1ヘクタール当たり6万台湾ドル(29万1600円)と、えだまめの同4万台湾ドル(19万4400円)を上回り、加えてえだまめよりも管理の手間が少ない(注3)。また、中部では、えだまめだけではなく、にんにく、ばれいしょ、コメなどの品目から、価格の高くなりそうなものを生産者が選択して作付けする傾向があるため、えだまめの作付面積の確保に苦慮している。
(注3)雲林県などの地方政府も、トウモロコシおよびえだまめ1ヘクタール当たり1万台湾ドル(4万8600円)を転作補助金にそれぞれ上乗せして補助している。
(2)生産コストの上昇
台糖が冷凍加工企業に貸し出す土地の賃貸借契約は、1~2年に1回入札が行われ、契約単価の改定は5年ごとに行われている。現在、土地の契約単価は1ヘクタール当たり5万5000台湾ドル(26万7300円)であるが、5年ごとの価格改定時には、通常6~10%の値上げが行われる。
また、台湾でもエネルギー価格や資材費が高騰し、人件費も毎年上昇しているため、冷凍えだまめの生産コストは上昇している。このため、製品価格を引き上げたいが、輸出先の日本では円安により価格転嫁が難しい状況が続いている。なお、冷凍公会は行政に対して、日本が冷凍えだまめの輸入に課している関税6%の撤廃に向けた交渉を行うよう要望している。
(3)労働力不足と外国人労働者
台湾でも少子高齢化が進み、労働人口の減少が危惧される中、冷凍加工企業では労働者不足対策としてベトナムやインドネシアなどからの外国人労働者の受け入れを行っている。外国人労働者の雇用に当たっては、法令に基づき台湾人労働者の雇用を優先し、台湾人で雇用が満たせなかった場合に限り、従業員の20~25%を上限に外国人労働者を雇用することができる。
また、外国人労働者の人件費も上昇していることから、1)圃場にGPS搭載の無人ハーベスタ導入などによる収穫作業の省力化、2)冷凍加工場でのえだまめ選別の機械化―など、さらなる省力化も検討している。
5 えだまめの輸出と台湾での消費動向
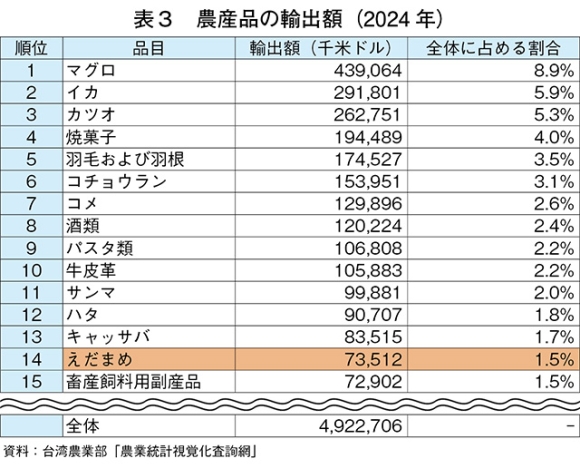
2024年の台湾のえだまめ(生鮮+冷凍+調整品)の輸出額は、7351万2000米ドル(108億7390万円)と、台湾の青果物の中で第1位、農産品の中でも第14位と重要な位置を占めている(表3)。
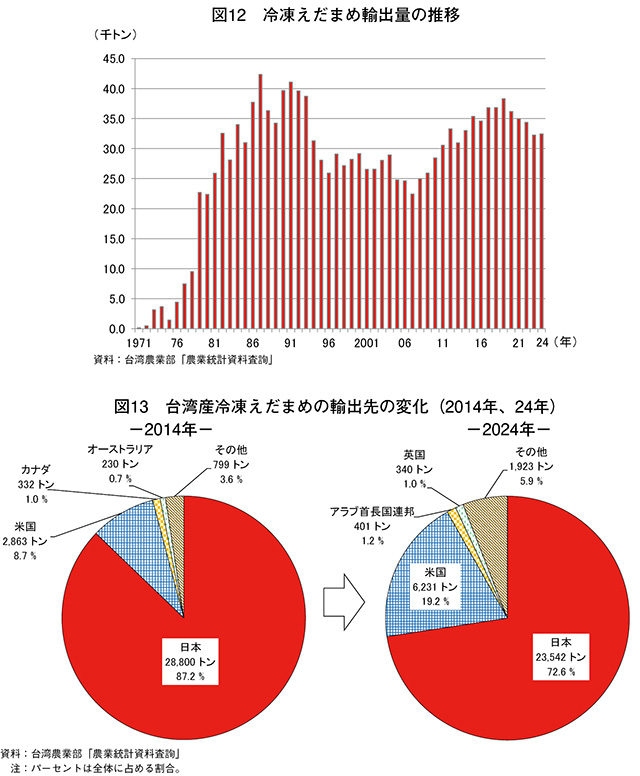
近年の台湾の冷凍えだまめ輸出量は、2019年に3万8313トンに達していたが、COVID-19の感染が拡大した20年以降、減少傾向で推移し、24年は3万2434トン(前年比0.6%増)となった(図12)。なお、24年の生鮮えだまめの輸出量は99トン(同46.2%減)、えだまめ調製品の輸出量は133トン(同9.8%減)であり、冷凍えだまめ輸出量と比較すれば微々たるものである。
台湾産冷凍えだまめの輸出先は、14年には日本向けが9割近くを占めていたが、COVID-19の影響により日本での外食需要が減退したことなどを受け、24年には7割程度に減少した(図13)。一方、米国向けが1割弱から約2割と大きく増加している。冷凍公会からは、米国と中国の関税措置の状況によっては、中国産えだまめの代替として台湾産の需要が米国で増す可能性も示唆された。
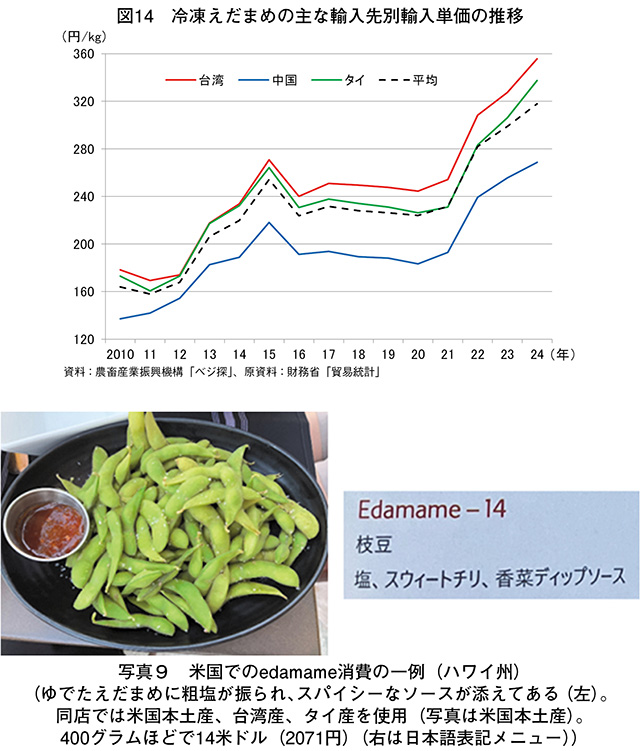
日本が輸入する冷凍えだまめの価格は、円安や輸入先での生産コストの上昇などにより、輸入先にかかわらず、近年、上昇傾向で推移している(図14)。輸入冷凍えだまめの実需者である日本の冷凍食品企業は、台湾産は価格は高いが品質の良さが消費者に支持されているとしていた。
最近は、世界的な和食ブームの広がりにより、えだまめは「edamame」として普及しており、欧米を中心に輸出量を伸ばしている(写真9)。
また、台湾でも健康志向の高まりや筋肉トレーニングブームの影響などにより、植物性たんぱく質を豊富に含むえだまめの消費が伸びており、台湾内向けの商品開発も進んでいる。さらに、最近では、新生児向け離乳食や高齢者向け食品として、えだまめペーストが注目を集めているとの話もあった。
近年の台湾の冷凍えだまめ輸出量は、2019年に3万8313トンに達していたが、COVID-19の感染が拡大した20年以降、減少傾向で推移し、24年は3万2434トン(前年比0.6%増)となった(図12)。なお、24年の生鮮えだまめの輸出量は99トン(同46.2%減)、えだまめ調製品の輸出量は133トン(同9.8%減)であり、冷凍えだまめ輸出量と比較すれば微々たるものである。
台湾産冷凍えだまめの輸出先は、14年には日本向けが9割近くを占めていたが、COVID-19の影響により日本での外食需要が減退したことなどを受け、24年には7割程度に減少した(図13)。一方、米国向けが1割弱から約2割と大きく増加している。冷凍公会からは、米国と中国の関税措置の状況によっては、中国産えだまめの代替として台湾産の需要が米国で増す可能性も示唆された。
日本が輸入する冷凍えだまめの価格は、円安や輸入先での生産コストの上昇などにより、輸入先にかかわらず、近年、上昇傾向で推移している(図14)。輸入冷凍えだまめの実需者である日本の冷凍食品企業は、台湾産は価格は高いが品質の良さが消費者に支持されているとしていた。
最近は、世界的な和食ブームの広がりにより、えだまめは「edamame」として普及しており、欧米を中心に輸出量を伸ばしている(写真9)。
また、台湾でも健康志向の高まりや筋肉トレーニングブームの影響などにより、植物性たんぱく質を豊富に含むえだまめの消費が伸びており、台湾内向けの商品開発も進んでいる。さらに、最近では、新生児向け離乳食や高齢者向け食品として、えだまめペーストが注目を集めているとの話もあった。
コラム2 台湾のえだまめ消費
冷凍公会によれば、台湾でのえだまめの消費方法は、むきまめで調理することが一般的とされる(コラム2-写真1)。

家庭でもむきまめでの調理が一般的であるため、量販店では生鮮と冷凍のむきまめが販売されている(コラム2-写真2)。
一方、量販店やコンビニなどでは、日本と同様にさや付きで塩ゆでした冷凍えだまめが普及しており、どこでも購入することができる(コラム2-写真3)。日系の量販店では、日本向け輸出用の冷凍えだまめがそのままのパッケージで販売されていた。生鮮さや付きえだまめはいずれの場所でも見かけなかった。

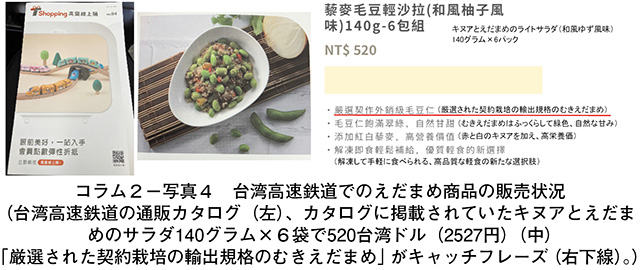
その他、移動で利用した台湾高速鉄道の通販カタログにはむきまめを使った商品が掲載されるなど、さまざまな場所でえだまめ製品を目にすることができ、えだまめが身近な野菜であることがうかがえた(コラム2-写真4)。
家庭でもむきまめでの調理が一般的であるため、量販店では生鮮と冷凍のむきまめが販売されている(コラム2-写真2)。
一方、量販店やコンビニなどでは、日本と同様にさや付きで塩ゆでした冷凍えだまめが普及しており、どこでも購入することができる(コラム2-写真3)。日系の量販店では、日本向け輸出用の冷凍えだまめがそのままのパッケージで販売されていた。生鮮さや付きえだまめはいずれの場所でも見かけなかった。
その他、移動で利用した台湾高速鉄道の通販カタログにはむきまめを使った商品が掲載されるなど、さまざまな場所でえだまめ製品を目にすることができ、えだまめが身近な野菜であることがうかがえた(コラム2-写真4)。
6 おわりに
日本では、健康志向の高まりなどを受け、たんぱく源への注目はますます高まっている。このような中、植物性たんぱく質を豊富に含み、常温解凍ですぐに喫食できる冷凍えだまめは、今後も消費者の支持を集めるとみられる。日本のえだまめ需要を満たすべく生産が始まった台湾産えだまめは、日本側のニーズに対応した品質と安全性の高さなどにより、引き続き高いえだまめ需要がある日本にとって重要な存在となっている。
一方、台湾では、他作物との競合から作付面積の確保に苦労しており、生産コスト上昇分の製品価格転嫁を抑えながら、日本向け冷凍えだまめを生産している現状にあった。また、米国など輸出先の多角化や、台湾内向けとしての高付加価値化に向けた商品開発にも取り組んでいる。
生産コストの上昇などにより今後も台湾産の冷凍えだまめの価格は上昇する可能性が高い。その場合、冷凍むきまめを中心に、台湾産に比べて価格優位性がある中国産の引き合いがさらに強まるかもしれない。
台湾では、GPS搭載の無人ハーベスタの導入を検討するなど、さらなる省力化・機械化のえだまめ生産を志向しており、今後の日本におけるえだまめ生産の参考になる点も多い。自給率を高め、国産の生産増を図るためにも、台湾のえだまめ生産の取り組みや省力化などに注視する必要がある。
謝辞
本稿の執筆に当たり、2025年4月に高雄市および屏東県で現地調査を行った。訪問を受け入れていただいた農業部高雄区農業改良場の周國隆博士、台湾区冷凍蔬果工業同業公会の皆さま、宏偉冷凍食品股份有限公司の皆さま、また、現地調査にご協力いただいたライフフーズ株式会社の皆さま方に謝意を表します。
一方、台湾では、他作物との競合から作付面積の確保に苦労しており、生産コスト上昇分の製品価格転嫁を抑えながら、日本向け冷凍えだまめを生産している現状にあった。また、米国など輸出先の多角化や、台湾内向けとしての高付加価値化に向けた商品開発にも取り組んでいる。
生産コストの上昇などにより今後も台湾産の冷凍えだまめの価格は上昇する可能性が高い。その場合、冷凍むきまめを中心に、台湾産に比べて価格優位性がある中国産の引き合いがさらに強まるかもしれない。
台湾では、GPS搭載の無人ハーベスタの導入を検討するなど、さらなる省力化・機械化のえだまめ生産を志向しており、今後の日本におけるえだまめ生産の参考になる点も多い。自給率を高め、国産の生産増を図るためにも、台湾のえだまめ生産の取り組みや省力化などに注視する必要がある。
謝辞
本稿の執筆に当たり、2025年4月に高雄市および屏東県で現地調査を行った。訪問を受け入れていただいた農業部高雄区農業改良場の周國隆博士、台湾区冷凍蔬果工業同業公会の皆さま、宏偉冷凍食品股份有限公司の皆さま、また、現地調査にご協力いただいたライフフーズ株式会社の皆さま方に謝意を表します。









